联系我们
电话:18564280928
手机:18564280928
邮箱:admin@baidu.com
地址:山东济宁鱼台县北环路西首
手机:18564280928
邮箱:admin@baidu.com
地址:山东济宁鱼台县北环路西首
矿用自动风门的控制系统
作者:helilong 时间:2019-06-29 08:26
矿用自动风门的控制系统
矿用自动风门控制系统按照控制方式分有继电器控制系统、单片机控制系统和 PLC 控制系统3 种。
(1) 继电器控制系统
继电器控制系统是针对一定的生产机械、固定的生产工艺设计的 ,采用硬接线方式将人们熟悉的各种定时器、继电器、接触器、开关等电器的触点装配而成。由于各电器功能直观 ,价格低廉 ,在一定范围能够满足控制要求 ,在电工技术与控制领域一直占主导地位。但是继电器控制系统只能完成既定的逻辑控制、定时等功能 ,一旦生产工艺过程改变 ,则控制柜必须重新设计 ,重新配线 ,而且继电器控制系统体积大、接线复杂、可靠性差 ,很难满足现代控制设备的要求。
1994 年 ,赵崇忱等[1] 研制开发了适用于人车回风斜井和电机车运输巷道的自动开闭风门 ,通过电液控制和伺服装置控制风门的开或闭 ,同时发出灯光报警。
(2) 单片机控制系统
矿用自动风门的单片机控制系统结构如图 1 所示。
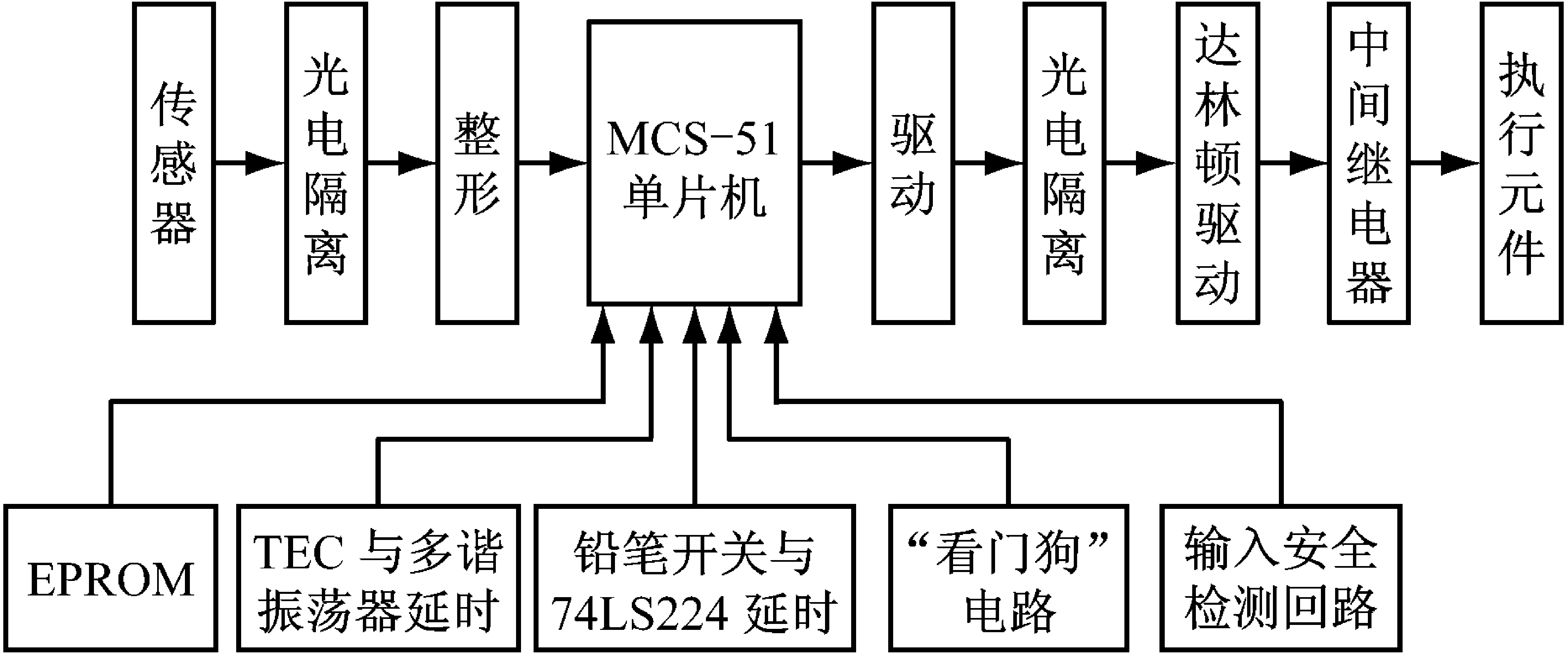
图 1 矿用自动风门的单片机控制系统结构框图
单片机体积小、质量轻、价格便宜、功耗低 ,为应用提供了便利的同时也节省了开支。1994 年蒋曙光等[2] 研制了以单片机为主的可编程序控制系统 ,该系统用红外光电传感器作为控制触发源 ,采用硬件与软件相结合的抗干扰设计 ,并具有与地面监测监控系统通信的功能。1998 年蒋曙光等开发了由多道风门组成的采区反风系统并在平顶山一矿得到应用 ,其特点是采用单片机控制 ,远程遥控反风 , 压气驱动风门 ,UPS 不间断电源确保在灾害时期非正常断电的情况下仍能可靠运行。1995 年 ,李堂军等[3] 研制了单片机控制自动风门 ,采用 MCS - 51 系列 8 位单片机作为系统主机 ,采用雷达微波探测技术全方位检测移动物体 ,以电磁阀、气缸作为风门开关执行机构 ,共同构成井下自动风门。
单片机控制系统能有针对性地解决各类工业控制问题 ,特别适用于较高速和较复杂的实时控制应用。但是单片机控制系统抗干扰性差 ,系统工作不稳定。
(3) PLC 控制系统
PLC 是以微处理为基础 ,综合计算机与自动化技术而开发的新一代工业控制器 ,是现代工业控制中进行直接数字控制 (DDC) 的最理想的控制设备。众所周知 ,PLC 有极高的可靠性 ,据有关资料介绍 , 其 MBTF(平均无故障时间) > 20 kh ,修复时间 < 10 min ,能在严酷的工作条件下长期可靠地工作[4] , 因此 ,在工业生产自动化控制过程中得到了广泛的应用。图 2 为矿用自动风门的 PLC 控制系统结构图[5] 。
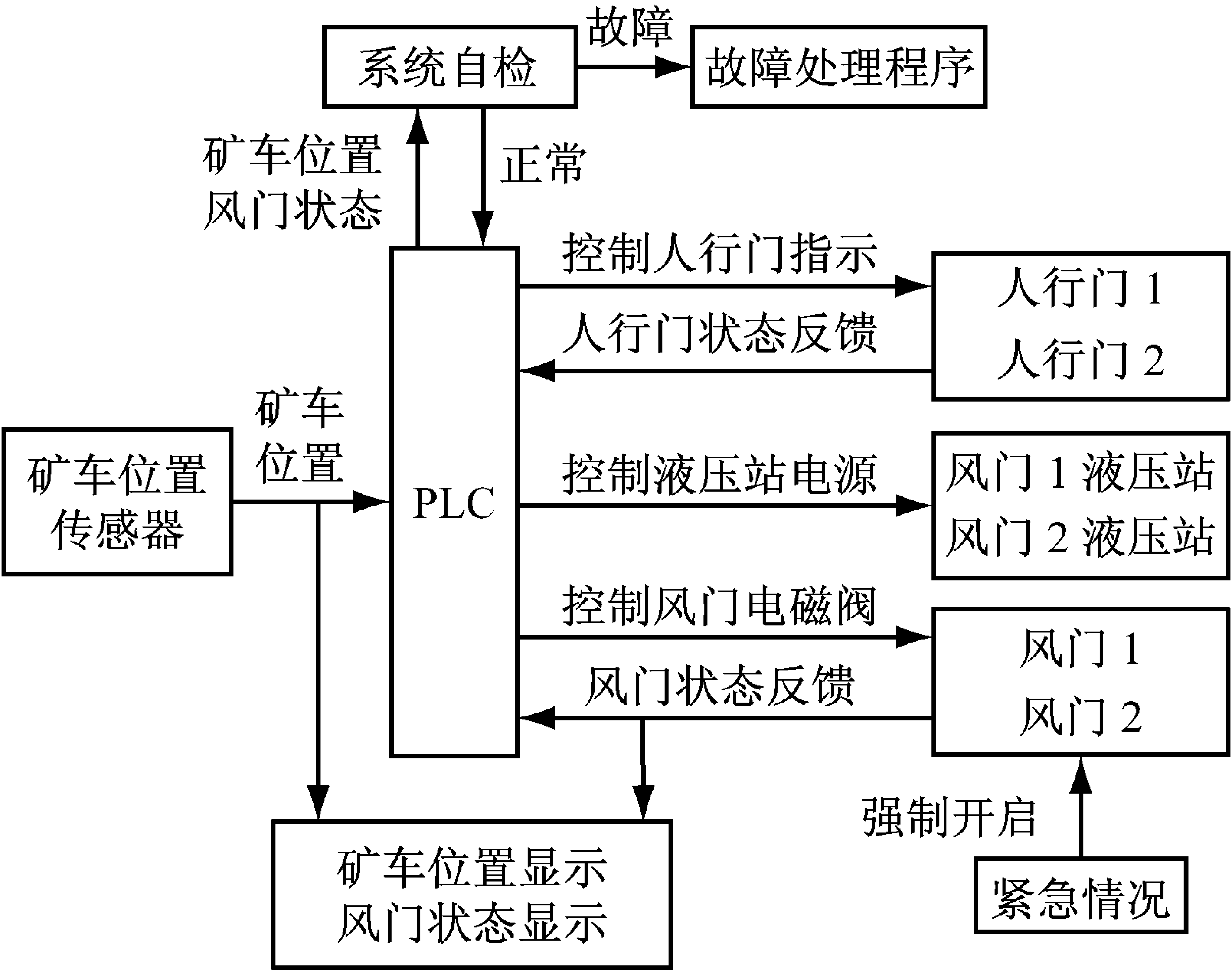
图 2 矿用自动风门的 PLC 控制系统结构图
PLC 控制系统与传统的继电器控制系统相比有如下优点 :反应速度快 ,噪音低 ,能耗小 ;体积小 ; 功能强大 ,编程方便 ,可以随时修改程序 ;能够自动检测控制过程 ;系统稳定 ,安全可靠。
自动风门是煤矿重要的通风设施 ,其安全性能直接关系到矿井的通风及运输安全。要求自动风门要有较高的可靠性 ,而自动风门的控制机理属于典型的过程控制 ,PLC 自然成为首选控制器 ,以此为核心组成自动控制系统。
| 2010 年第 1 期 吴海卫等 :矿用自动风门技术的发展及其分析比较 · 63 · |
- 上一篇:煤矿井下防突风门防逆风、防漏风装置的制作方法
- 下一篇:矿用自动风门的信号检测